ООО Сучжоу Лангшиксинь Прецизионные Станки
№ 28, улица Бэйгуанду, улица Юэси, район Учжун, город Сучжоу
ООО Сучжоу Лангшиксинь Прецизионные Станки
№ 28, улица Бэйгуанду, улица Юэси, район Учжун, город Сучжоу












1. Подготовка материалов
В соответствии с требованиями проектирования выбираются холоднокатаные листы (SPCC), оцинкованные листы (SECC), нержавеющая сталь (SUS) и другие материалы. Убедитесь, что поверхность материала не имеет царапин и ржавчины, и соответствует национальному стандарту GB/T 708 и другим соответствующим стандартам.
2. Резка материалов
Используется лазерная резка с точностью ±0,1 мм. Края после резки зачищаются и шлифуются, чтобы избежать повреждения материала в процессе последующей обработки. Для сложных контуров предпочтительно использовать лазерную резку.
3. Гибка
Для гибки применяется числовое программное управление (ЧПУ) с точностью ±0,5°. Процесс гибки выполняется в соответствии с заданной последовательностью сгибов и типом инструмента, с использованием одной или нескольких операций гибки. Особое внимание уделяется контролю вертикальности углов и плоскостности, чтобы предотвратить отклонения, вызванные упругостью материала.
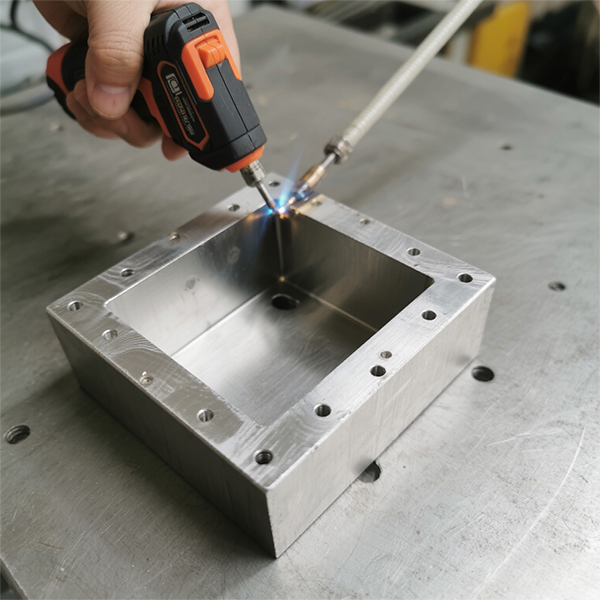
4. Сварка / Риветирование
Для сварки используется аргонодуговая сварка (для нержавеющей стали) или углекислотная защита (для углеродистой стали). Швы должны быть равномерными, без пропусков и недопустимых дефектов, с последующей шлифовкой. Для несущих конструкций можно использовать риветы или винтовые соединения, чтобы обеспечить необходимую прочность сборки.
5. Обработка поверхности
- Предварительная обработка: обезжиривание, удаление ржавчины (для углеродистой стали или оцинкованных листов) или электropolировка (для нержавеющей стали) для удаления загрязнений с поверхности.
- Покрытие / Гальванизация: в зависимости от требований выбирается порошковое покрытие, покраска или гальванизация / никелирование. Поверхность должна быть без цветовых различий, подтеков, а также иметь хорошую адгезию, соответствующую стандарту GB/T 9286.
6. Контроль и упаковка
Проводится полный контроль размеров, отклонений от заданных допусков, внешних дефектов (царапины, деформации) и совместимости в сборке. Осуществляется выборочный контроль сварочной прочности и твердости покрытия. Соответствующие продукты покрываются защитной пленкой PE и упаковываются с использованием амортизирующих материалов для предотвращения повреждений во время транспортировки.
Примечание: Процесс обработки может быть скорректирован в зависимости от сложности продукта. Специальные технологические процессы (например, вытяжка, нарезка резьбы) должны быть заранее согласованы с проектом оснастки или инструмента.




Инструкция по лазерной резке I. Область применения Применяется для высокоточной резки ...
Четырехкоординатная обработка с ЧПУ основана на традиционной трехкоординатной обработке (линейные...
Пятиосевая обработка с ЧПУ – это высокоточная и высокоэффективная передовая технология прои...
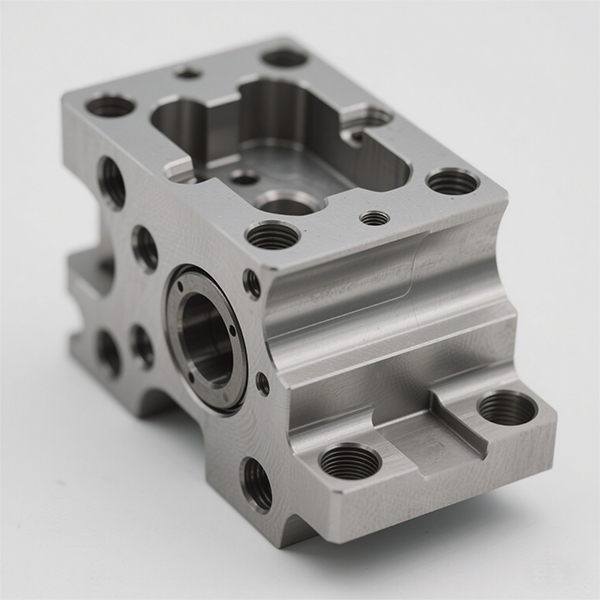
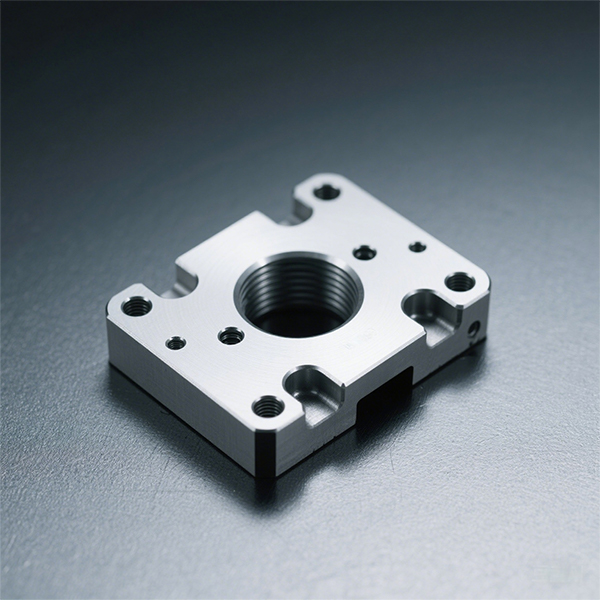
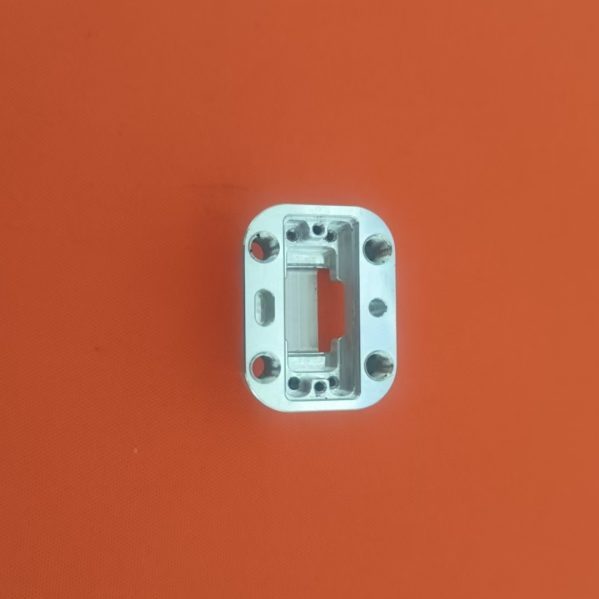
Корпус вала (корпус подшипника) является основным компонентом, поддерживающим вращающийся вал в системе механической передачи, и его основная функция заключается в фиксации подшипника, передаче нагрузки и обеспечении стабильной работы системы вала.

Токарно-фрезерная композитная обработка – это технология композитной обработки, которая объ...

Предварительная обработка деталей: Удалить с поверхности заготовки жир, ржавчину, окислы (для углеродистой стали использовать наждачную бумагу или металлическую щетку, для нержавеющей стали протереть ацетоном), обеспечить чистоту металла до блеска.
Инструкции по обработке прецизионных гибочных деталей ...
Пятиосевая обработка с ЧПУ – это высокоточная и высокоэффективная передовая технология прои...
Лазерная сварка — это высокоточная сварочная технология, основанная на использовании лазерного луча с высокой энергетической плотностью в качестве источника тепла.

1.Подготовка заготовки Используется стальной пруток из сплава 40Cr, который подвергается ковке дл...

Токарно-фрезерная композитная обработка – это технология композитной обработки, которая объ...

Ось автомобильных деталей — это ключевой компонент трансмиссии автомобиля, предназначенный для передачи мощности и восприятия нагрузок, что критически важно для нормальной работы автомобиля.
Пятиосевая обработка с ЧПУ – это высокоточная и высокоэффективная передовая технология прои...
Круглошлифовальные станки для наружного шлифования в основном используются для точной обработки наружных поверхностей цилиндрических или конических деталей, при этом съем материала осуществляется за счет высокоскоростного вращения шлифовального круга.
Червячная передача – это деталь трансмиссии, используемая в сочетании с червячными шестернями, в основном для достижения больших коэффициентов редукции, плавной передачи и самоблокировки.
Ось является основной частью соединительной оси, имеет цилиндрическую форму с определенным диаметром и длиной, чтобы соответствовать требованиям передачи.








