ООО Сучжоу Лангшиксинь Прецизионные Станки
№ 28, улица Бэйгуанду, улица Юэси, район Учжун, город Сучжоу
ООО Сучжоу Лангшиксинь Прецизионные Станки
№ 28, улица Бэйгуанду, улица Юэси, район Учжун, город Сучжоу















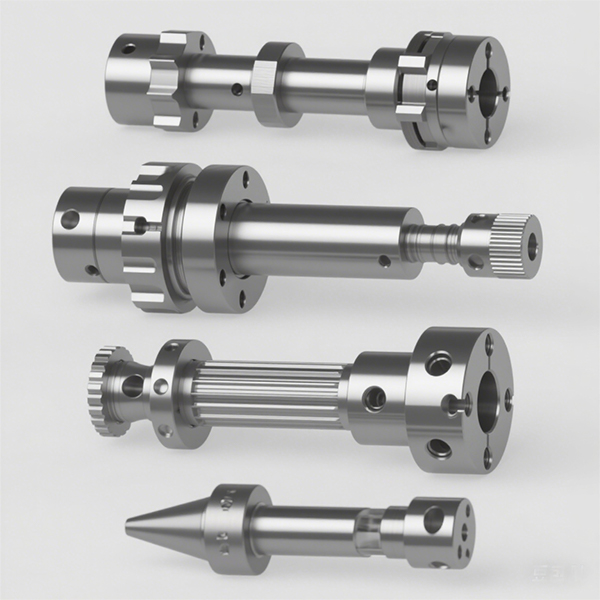
Круглошлифовальные станки для наружного шлифования в основном используются для точной обработки наружных поверхностей цилиндрических или конических деталей, при этом съем материала осуществляется за счет высокоскоростного вращения шлифовального круга.
Круглошлифовальные станки для наружного шлифования в основном используются для точной обработки наружных поверхностей цилиндрических или конических деталей, при этом съем материала осуществляется за счет высокоскоростного вращения шлифовального круга.

Подготовка к обработке:
Проверка оборудования: запустите станок и дайте ему поработать на холостом ходу в течение 3–5 минут, чтобы убедиться, что шлифовальный круг, гидравлическая система и система охлаждения работают нормально. Проверьте шлифовальный круг на наличие трещин и проверьте его целостность, постучав по нему деревянным молотком.
Зажим заготовки: выберите приспособление (например, трехкулачковый патрон, центр) в соответствии с формой заготовки, чтобы обеспечить ее надежный зажим. Тонкие заготовки необходимо поддерживать центральной подставкой, чтобы избежать деформации.
Правка шлифовального круга: для правки шлифовального круга используйте алмазный карандаш. При черновой правке подачу следует производить на 0,01–0,06 мм каждый раз, а при чистовой правке уменьшать до 0,005–0,01 мм, чтобы обеспечить остроту шлифовального круга и прямолинейность образующей.
Скорость шлифования: Линейная скорость шлифовального круга регулируется в диапазоне 30–60 м/с, с более низкими значениями для твердых материалов (например, закаленной стали) и более высокими значениями для мягких материалов (например, алюминиевого сплава).
Скорость подачи: при черновом шлифовании скорость продольной подачи составляет 1-50 мм/мин, а скорость поперечной подачи — 0,1-0,5 мм/ход; При тонком шлифовании продольная скорость снижается до 0,5-10 мм/мин, а боковая подача составляет 0,01-0,05 мм/ход.
Охлаждение и смазка: включите систему подачи охлаждающей жидкости, при этом ее поток должен покрывать зону шлифования, чтобы предотвратить перегрев заготовки и засорение шлифовального круга.
Контроль качества: Регулярно измеряйте размеры во время обработки с помощью микрометра или измерительного прибора. Используйте измеритель шероховатости, когда предъявляются высокие требования к шероховатости поверхности.
Ось автомобильных деталей — это ключевой компонент трансмиссии автомобиля, предназначенный для передачи мощности и восприятия нагрузок, что критически важно для нормальной работы автомобиля.
Пятиосевая обработка с ЧПУ – это высокоточная и высокоэффективная передовая технология прои...
Технология шлифовки – это высокотехнологичный процесс, в ходе которого на поверхности металла с использованием физических или химических методов формируются равномерные линии.
В соответствии с требованиями проектирования выбираются холоднокатаные листы (SPCC), оцинкованные листы (SECC), нержавеющая сталь (SUS) и другие материалы.
Обработка деталей на четырехосевых станках с ЧПУ добавляет ось вращения (обычно ось A или ось B) к традиционным трем осям (линейные оси X, Y, Z) для достижения эффективной обработки сложных поверхностей, многогранников и высокоточных деталей.

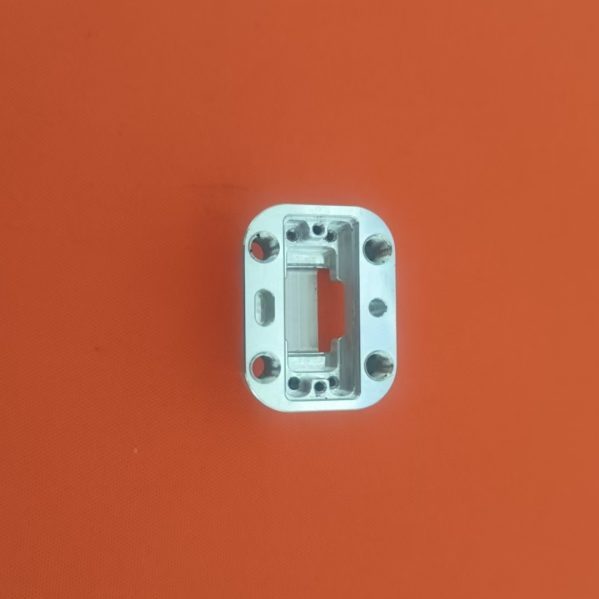
Инструкции по обработке прецизионных гибочных деталей ...
Предварительная обработка деталей: Удалить с поверхности заготовки жир, ржавчину, окислы (для углеродистой стали использовать наждачную бумагу или металлическую щетку, для нержавеющей стали протереть ацетоном), обеспечить чистоту металла до блеска.
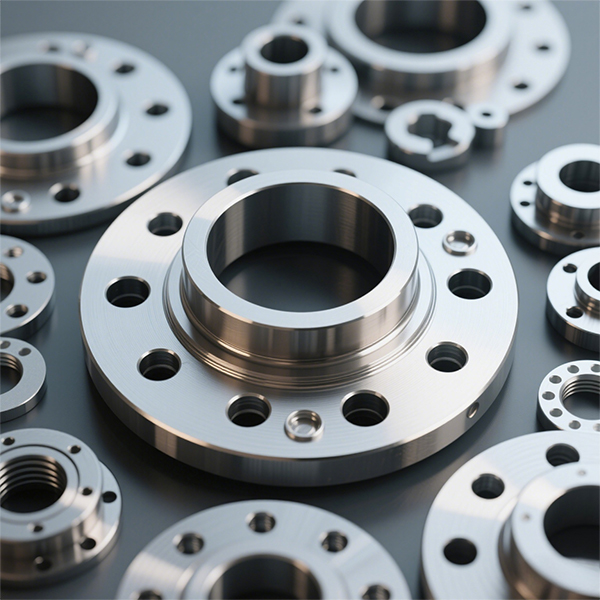
Автомобильная фланцевая муфта — это важный компонент автомобиля, используемый для соединения и фиксации трубопроводов, оборудования и других частей, широко применяемая в ключевых системах автомобиля, таких как передача мощности, тормозная система, топливоснабжение и другие.
1.Сценарии использования деталей традиционной механической обработки: Детали трансмиссии (шестерн...
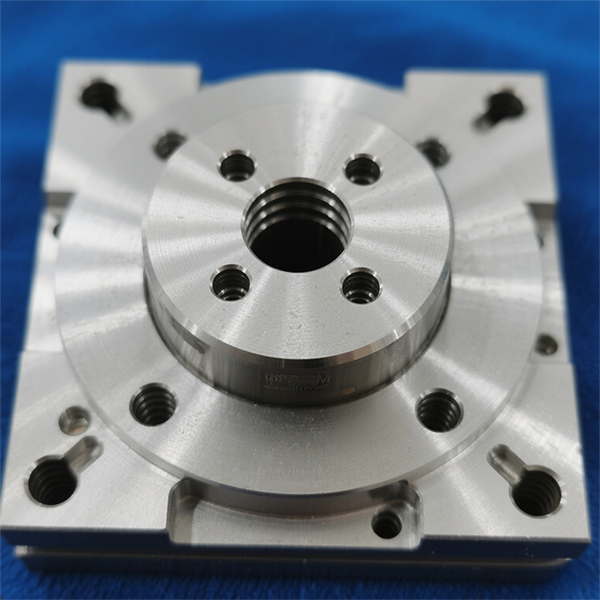
Корпус вала (корпус подшипника) является основным компонентом, поддерживающим вращающийся вал в системе механической передачи, и его основная функция заключается в фиксации подшипника, передаче нагрузки и обеспечении стабильной работы системы вала.
1.Подготовка заготовки Используется стальной пруток из сплава 40Cr, который подвергается ковке дл...
Четырехкоординатная обработка с ЧПУ – это процесс, в котором к традиционным трем осям (лине...

Черезвездная передача — это винтовой элемент, используемый в паре с червячным колесом для передачи движения и мощности между перекрещивающимися осями (обычно под углом 90°).
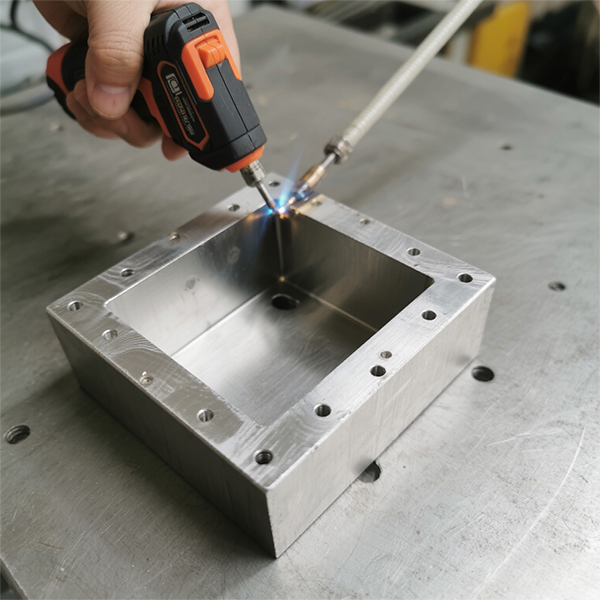
Лазерная сварка — это высокоточная сварочная технология, основанная на использовании лазерного луча с высокой энергетической плотностью в качестве источника тепла.
Инструкция по лазерной резке I. Область применения Применяется для высокоточной резки ...
Соединители деталей являются основными компонентами, обеспечивающими соединение компонентов и совместную работу в механическом производстве, а их конструкция напрямую влияет на надежность и безопасность оборудования.






