ООО Сучжоу Лангшиксинь Прецизионные Станки
№ 28, улица Бэйгуанду, улица Юэси, район Учжун, город Сучжоу
ООО Сучжоу Лангшиксинь Прецизионные Станки
№ 28, улица Бэйгуанду, улица Юэси, район Учжун, город Сучжоу






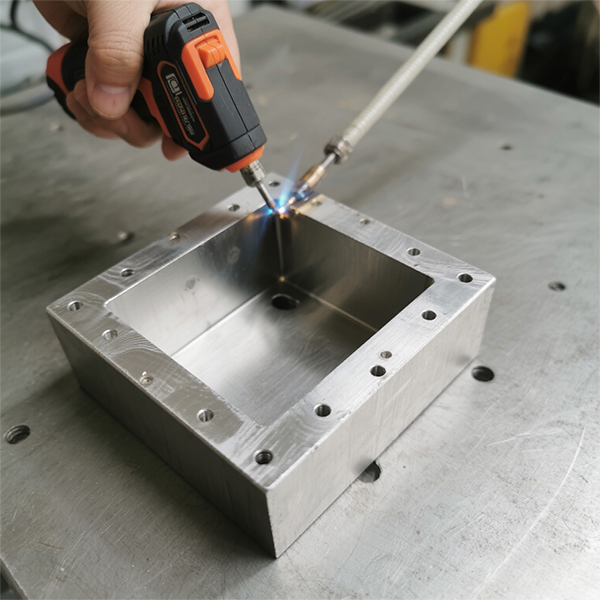






I. Подготовка перед сваркой
Предварительная обработка деталей: Удалить с поверхности заготовки жир, ржавчину, окислы (для углеродистой стали использовать наждачную бумагу или металлическую щетку, для нержавеющей стали протереть ацетоном), обеспечить чистоту металла до блеска. Проверить размеры деталей и зазоры при сборке (обычно ≤0,5 мм), точно расположить и зафиксировать детали с помощью инструментальных приспособлений.
Оборудование и материалы: Выбрать сварочное оборудование в зависимости от основного материала (например, для углеродистой стали использовать сварку с защитным газом CO₂, для нержавеющей стали — TIG сварку), марки сварочных проволок / электродов должны соответствовать материалу заготовки (например, для Q235 применяют H08Mn2Si, для нержавеющей стали 304 — ER308), чистота газа должна быть не менее 99,9%.
II. Операционные моменты
Точечная сварка: Используется для фиксации деталей короткими сварными швами (шаг 50-100 мм), длина точек сварки 5-10 мм, чтобы обеспечить отсутствие сдвигов на стыке деталей.
Основная сварка: После розжига сварочной дуги проводить сварку равномерно, поддерживая угол наклона сварочной горелки 70°-80° по отношению к основной детали, чтобы избежать отклонений сварного шва. При завершении сварки тщательно заполнять кратер, при многослойной сварке необходимо очищать шлаки с предыдущего слоя.
Особая обработка: Для нержавеющей стали необходимо немедленно удалить сварочные шлаки и окислы после сварки (использовать металлическую щетку из нержавеющей стали или провести кислотную обработку), чтобы предотвратить межкристаллитную коррозию.
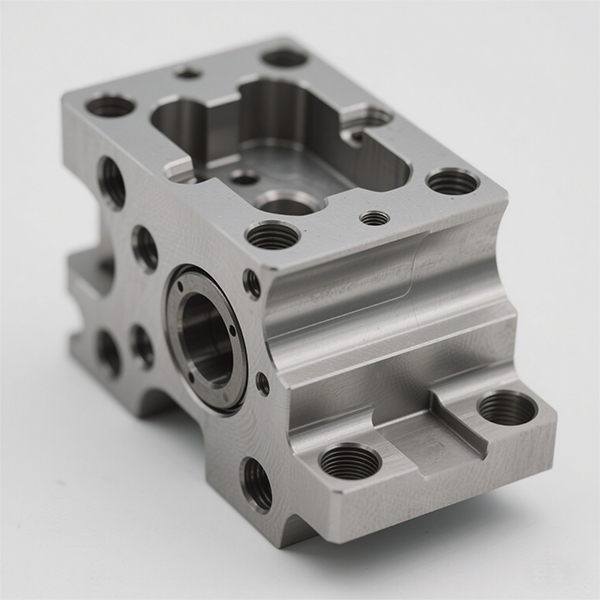
III. Проверка качества
Визуальный контроль: Поверхность сварного шва должна быть ровной, без пор, трещин и подрезов, высота выступающего шва не должна превышать 3 мм, ширина должна быть равномерной.
Неразрушающие испытания: Для критически важных деталей необходимо провести рентгеновскую или ультразвуковую дефектоскопию, соответствующую стандарту GB/T 3323 для оценки степени соответствия.
Токарно-фрезерная композитная обработка – это технология композитной обработки, которая объ...
Инструкции по обработке прецизионных гибочных деталей ...

Соединители деталей являются основными компонентами, обеспечивающими соединение компонентов и совместную работу в механическом производстве, а их конструкция напрямую влияет на надежность и безопасность оборудования.

Жесткая муфта — это механическое соединительное устройство без эластичных элементов, предназначенное для жесткого соединения двух валов, обеспечивая их синхронное вращение и передачу крутящего момента.
Ось автомобильных деталей — это ключевой компонент трансмиссии автомобиля, предназначенный для передачи мощности и восприятия нагрузок, что критически важно для нормальной работы автомобиля.
Лазерная сварка — это высокоточная сварочная технология, основанная на использовании лазерного луча с высокой энергетической плотностью в качестве источника тепла.
Черезвездная передача — это винтовой элемент, используемый в паре с червячным колесом для передачи движения и мощности между перекрещивающимися осями (обычно под углом 90°).

Токарно-фрезерная композитная обработка – это технология композитной обработки, которая объ...
Пятиосевая обработка с ЧПУ – это высокоточная и высокоэффективная передовая технология прои...

Четырехкоординатная обработка с ЧПУ основана на традиционной трехкоординатной обработке (линейные...
Обработка деталей на четырехосевых станках с ЧПУ добавляет ось вращения (обычно ось A или ось B) к традиционным трем осям (линейные оси X, Y, Z) для достижения эффективной обработки сложных поверхностей, многогранников и высокоточных деталей.

Пятиосевая обработка с ЧПУ – это высокоточная и высокоэффективная передовая технология прои...

В соответствии с требованиями проектирования выбираются холоднокатаные листы (SPCC), оцинкованные листы (SECC), нержавеющая сталь (SUS) и другие материалы.
Инструкция по лазерной резке I. Область применения Применяется для высокоточной резки ...
1.Сценарии использования деталей традиционной механической обработки: Детали трансмиссии (шестерн...
CNC пятиосевой обработка — это высокотехнологичный метод производства с высокой точностью и эффективностью, который использует синхронное движение трех линейных осей (X, Y, Z) и двух вращательных осей (A, B или A, C) для обработки сложных геометрических деталей за один этап.






