ООО Сучжоу Лангшиксинь Прецизионные Станки
№ 28, улица Бэйгуанду, улица Юэси, район Учжун, город Сучжоу
ООО Сучжоу Лангшиксинь Прецизионные Станки
№ 28, улица Бэйгуанду, улица Юэси, район Учжун, город Сучжоу






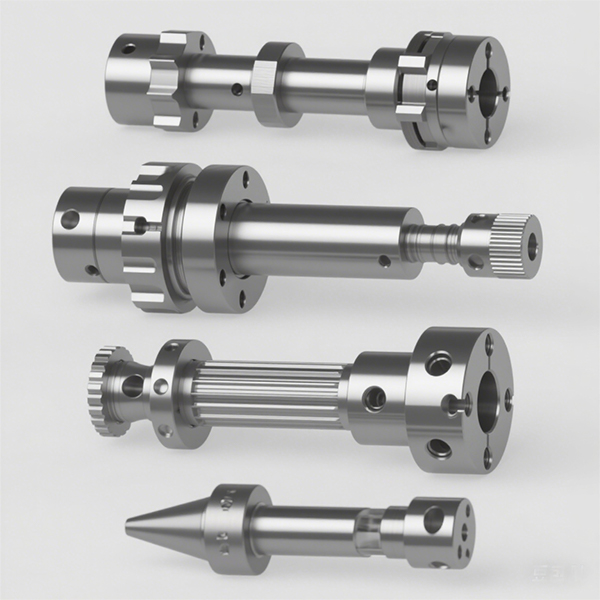






1.Подготовка заготовки Используется стальной пруток из сплава 40Cr, который подвергается ковке для улучшения структуры зерен. Перед черновой обработкой проводится отпуск при температуре 840-860°C с последующим охлаждением в печи, чтобы улучшить обрабатываемость. На обоих концах сверлят це...

Используется стальной пруток из сплава 40Cr, который подвергается ковке для улучшения структуры зерен. Перед черновой обработкой проводится отпуск при температуре 840-860°C с последующим охлаждением в печи, чтобы улучшить обрабатываемость. На обоих концах сверлят центровочные отверстия для установки заготовки.
Для черновой токарной обработки используется инструмент из твердых сплавов (например, YT15), оставляя припуск 1-1,5 мм с одной стороны. Обороты шпинделя устанавливаются в пределах 300-500 об/мин, подача — 0,3-0,5 мм/об, глубина резания — 2-3 мм. Ключевые наружные диаметры и плечи оси обрабатываются поэтапно, чтобы избежать концентрации напряжений.
После черновой обработки заготовка подвергается закалке и отпуску: закалка в масле при температуре 840-860°C, затем отпуск при температуре 550-650°C для получения мартенситной структуры, что улучшает общие механические свойства. Участки с шлицами подвергаются вторичной высокочастотной закалке (твердость HRC58-62) для повышения износостойкости.
На стадии полуфинишной обработки используется покрытый инструмент, оставляя припуск 0,3-0,5 мм для шлифования. Обороты шпинделя увеличиваются до 800-1200 об/мин, подача — 0,1-0,2 мм/об. Для финишной обработки используется CBN-резец, что обеспечивает точность размеров (IT6-IT7) и шероховатость поверхности (Ra0,8-1,6 мкм). Обработка шлицов должна быть выполнена до финишной обработки, чтобы избежать влияния прерывистого резания на точность.
После наружной шлифовки (остаточный припуск 0,2-0,3 мм) проводится хромирование или нитрирование для повышения коррозионной стойкости и твердости. Окончательные проверки включают измерения с использованием трехкоординатного измерительного аппарата, проверку шероховатости поверхности (Ra≤0,4 мкм) и испытания на динамическое балансирование (класс G6.3).
Ключевые моменты технологии
Обработка глубоких отверстий должна проводиться после черновой обработки для обеспечения равномерности толщины стенки. Центровочные отверстия должны быть отшлифованы после термообработки для устранения деформации после термического воздействия.

Ось автомобильных деталей — это ключевой компонент трансмиссии автомобиля, предназначенный для передачи мощности и восприятия нагрузок, что критически важно для нормальной работы автомобиля.
Токарно-фрезерная композитная обработка – это технология композитной обработки, которая объ...

Четырехкоординатная обработка с ЧПУ основана на традиционной трехкоординатной обработке (линейные...
Токарно-фрезерная композитная обработка – это технология композитной обработки, которая объ...
Обработка деталей на четырехосевых станках с ЧПУ добавляет ось вращения (обычно ось A или ось B) к традиционным трем осям (линейные оси X, Y, Z) для достижения эффективной обработки сложных поверхностей, многогранников и высокоточных деталей.

Пятиосевая обработка с ЧПУ – это высокоточная и высокоэффективная передовая технология прои...
Жесткая муфта — это механическое соединительное устройство без эластичных элементов, предназначенное для жесткого соединения двух валов, обеспечивая их синхронное вращение и передачу крутящего момента.
Круглошлифовальные станки для наружного шлифования в основном используются для точной обработки наружных поверхностей цилиндрических или конических деталей, при этом съем материала осуществляется за счет высокоскоростного вращения шлифовального круга.
Технология шлифовки – это высокотехнологичный процесс, в ходе которого на поверхности металла с использованием физических или химических методов формируются равномерные линии.
Ось является основной частью соединительной оси, имеет цилиндрическую форму с определенным диаметром и длиной, чтобы соответствовать требованиям передачи.
CNC трехосная обработка деталей — это технология высокоточного резания, осуществляемая с помощью компьютерного управления, при котором три линейных оси X, Y и Z движутся скоординированно.

Черезвездная передача — это винтовой элемент, используемый в паре с червячным колесом для передачи движения и мощности между перекрещивающимися осями (обычно под углом 90°).

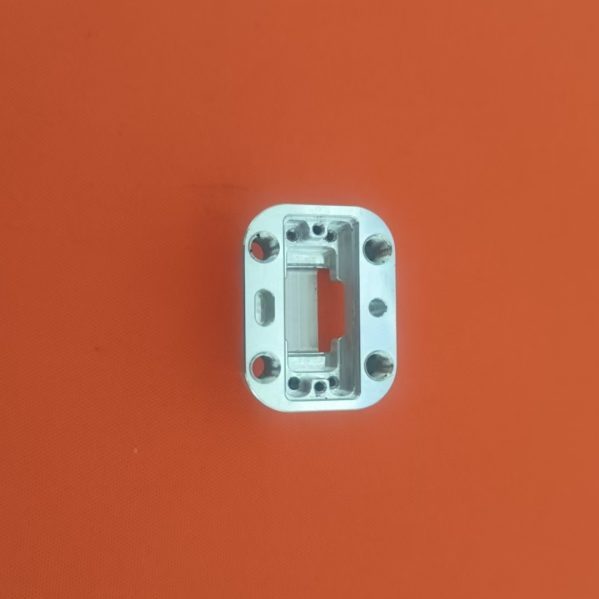
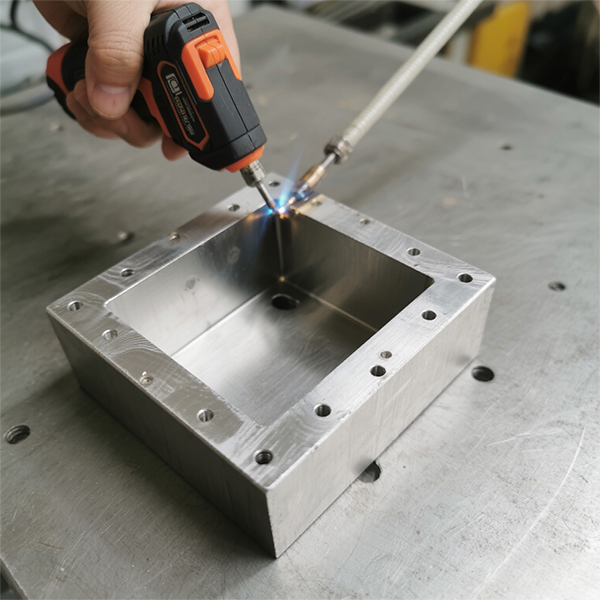
Предварительная обработка деталей: Удалить с поверхности заготовки жир, ржавчину, окислы (для углеродистой стали использовать наждачную бумагу или металлическую щетку, для нержавеющей стали протереть ацетоном), обеспечить чистоту металла до блеска.

В соответствии с требованиями проектирования выбираются холоднокатаные листы (SPCC), оцинкованные листы (SECC), нержавеющая сталь (SUS) и другие материалы.

Инструкция по лазерной резке I. Область применения Применяется для высокоточной резки ...
Процесс зеркальной полировки деталей ...






